

The energy to get things done
FEATURE – When people become enthusiastic about improvement work, there's no limit to what can be achieved. Join the author on a visit to a Finland-based manufacturer, whose lean efforts range from production to customer service.
Words: Eivind Reke, lean author and Organizational Secretary at LOS Norge, with Niku Jalkanen, Customer Service Manager at Kavo Kerr
Back in October 2018 I travelled to Finland to visit Kavo Kerr, the Finnish branch of the global manufacturer of dental equipment that represents a fantastic example of the Danaher Business System (DBS), and as a company, received the annual lean award presented by the Lean Association of Finland. (My visit couldn’t have taken place at a better time: General Electric had just appointed Dahaner’s CEO Larry Culp.)
I was lucky enough to talk to DBS leader Antti Savinen, Customer Service Manager Niku Jalkanen and HR Director Aija Kuortti. All of them spoke passionately about developing people to solve problems and create world-class products that would excite their customers. They all showed great pride in their kaizen achievements and proved to have a lot of energy to achieve their targets. It was incredible to witness that energy, and see it replicated on the lines.
Kavo Kerr Finland houses a Centre of Excellence for Dentomaxillofacial Imaging R&D and Manufacturing within the Kavo Kerr group, as well as customer care operations for imaging (customer service, customer tech support, field service and repair).
The company became part of the Danaher group nine years ago and has seen some tremendous results since then. Over the nine-year period, its revenue has grown almost threefold, with resources such as floorspace, staff and machines staying largely the same. In fact, I found the people I met to be quite happy to tell war stories about their once-cramped office and limited manufacturing space. However, they are not resting on their laurels. In 2018 alone, they carried out 47 bigger kaizen events to improve quality, cost, and delivery across the site. This is in addition to the 364 mini kaizens carried out the same year.

One of these kaizens resulted from the collaboration between production and customer service, where they managed to obtain a 90% reduction in the customer confirmation lead-time. They found that the lead-time issue was caused by a data and information handling schedule that worked in batches, instead of one-piece flow. So, what was the counter measure? They cleverly created a system where every new order is signaled with an Andon-type light tower, connecting two physically separated operations (one in customer service and one in production) together in one-piece-flow of information. To control the lead-time, they also included a green/yellow/red signal that switches from green to yellow and from yellow to red if the confirmation doesn’t happen in due time. This is also a signal for possible problems or issues that need to be looked at.
On the gemba, the visual management system was intuitive and easy to understand, with early indicators on both quality and delivery. For instance, all of the TPM maintenance operations related to their machine park were handled through clever use of visual management boards with colour indicators and a yearly overview broken into weeks, months, quarters, and six-month activities. In fact, a lot of the equipment in the machine park was quite old, but still had impressive performance numbers with the ppm defects halved in two years. One of the things that impressed me the most was how the leader of the global dental business unit in Danaher would visit the company every three months and spend a lot of his time on the gemba challenging the company, but also supporting improvements and problem solving. For example, the team in the machine shop had for a long time been asking for some replacement equipment for a very old machine. However, instead of just getting new equipment, the leader challenged them to improve the performance of their old machine up to a certain level. Once this was done, they would get funding for their new investment. After a while, when the team said that the target was met, the global dental business unit leader visited them again, studied the work they had done, and signed of the paperwork. They had raised to the challenge and succeeded.
All of the manufacturing cells that I visited had been through a lot of kaizen activity and even though there where big gains in productivity – “We have kaizened this line from 28 work-stations to 12 work-stations” – none of the operators seemed to be in a hurry or moving in ways that were detrimental to health and safety.
One of the main objects of Kavo Kerr’s kaizen events is to constantly free up space in the production area (freed-up resources are repositioned). This allows them to in-source sub-assembly operations that were previously carried out with sub-suppliers, once space becomes available, and also to focus on their preferred and strategic sub-suppliers and to spread their lean thinking to them (some are seeing good results by changing their approach with help from Kavo Kerr).
Although the company has had great success applying lean thinking in both manufacturing and product development, it was also fascinating to see how they have brought continuous improvement and learning to other departments, like customer care and HR. Just prior to my visit, for example, Customer Service Manager Niku Jalkanen was tasked with changing the customer service processes using lean thinking. He immediately realized the team was full of good people who were being crushed by a complicated customer service value stream. Under these conditions, serving customers constantly stretched team members’ resources and skills. Without proper support to carry out continuous improvement there were problems with unbalanced workload and a lack of team work that did not help the work atmosphere.

When Niku joined the group, he immediately moved his desk to the gemba to sit next to customer service reps. He worked with the team to understand the issues they were facing, spending a lot of time talking to them and also mapping out their standard work processes. This investigation revealed that the current KPIs were not helping people to identify improvement opportunities. So, they dropped them and created new ones that felt more in line with what is important to Kavo Kerr’s customers and could more directly measure the team’s success on a day-to-day basis. This helped them to better understand their own work and made improvement suggestions – or lean conversions, as they call them – more obvious to them. Clearing the window to better understand customer needs and how their own work connects to it has also had a positive impact on the work atmosphere: now, team members and Niku are continuously challenging themselves to step out of their comfort zone and improve their capabilities by respecting the people and developing their skills.
Fast-forward one year, and the team is performing very well. This is great news for Kavo Kerr, because this customer service team has more responsibilities than any other within the company, and their work is tightly connected to the site’s on-time delivery performance and to customer experience.
Over in the HR department, Aija showed me how they are working with visual management to better understand their own internal customers when it comes to their recruitment and on-boarding needs. Aija was not happy to see that over the last few years, the company had experienced a higher turnover of employees. The HR team set out to investigate the reasons behind this, found a few possible root causes and worked hard to systematically identify the best countermeasures. One of the problems they unearthed was that the high-energy work environment at Kavo Kerr was a big change for many newly-hired employees. With a recent big recruitment drive in product development, there were now many people to train and help familiarize with “Kavo Kerr way”. The team now ensures that each new employee knows what to expect before starting and also offers better support to functional leaders in the on-boarding of new employees. It is too early to tell what the results will be, but if they work with the same energy that I observed in production their success will come as no surprise.
It was fascinating and inspiring to visit a company so driven by their improvement work – from the leader of the global dental business unit of Danaher to front-line staff of the Kavo Kerr production, customer service and HR teams. I have rarely seen this much energy in kotokuzuri – getting things done.
THE AUTHORS


Read more


FEATURE - In this series based on his latest book What’s Lean?, Michael Ballé explains lean terms, from the most common to the least known, to uncover the meaning and thinking behind them.
NOTES FROM THE GEMBA – In the last article about Aramisauto’s transformation, the author discovers how Lean shapes the website behind millions of customer interactions every month.

INTERVIEW – Grupo Anima, a Brazilian private education organization with almost 100,000 high-school students enrolled, has revolutionized its culture since introducing lean. But it all started with one project…
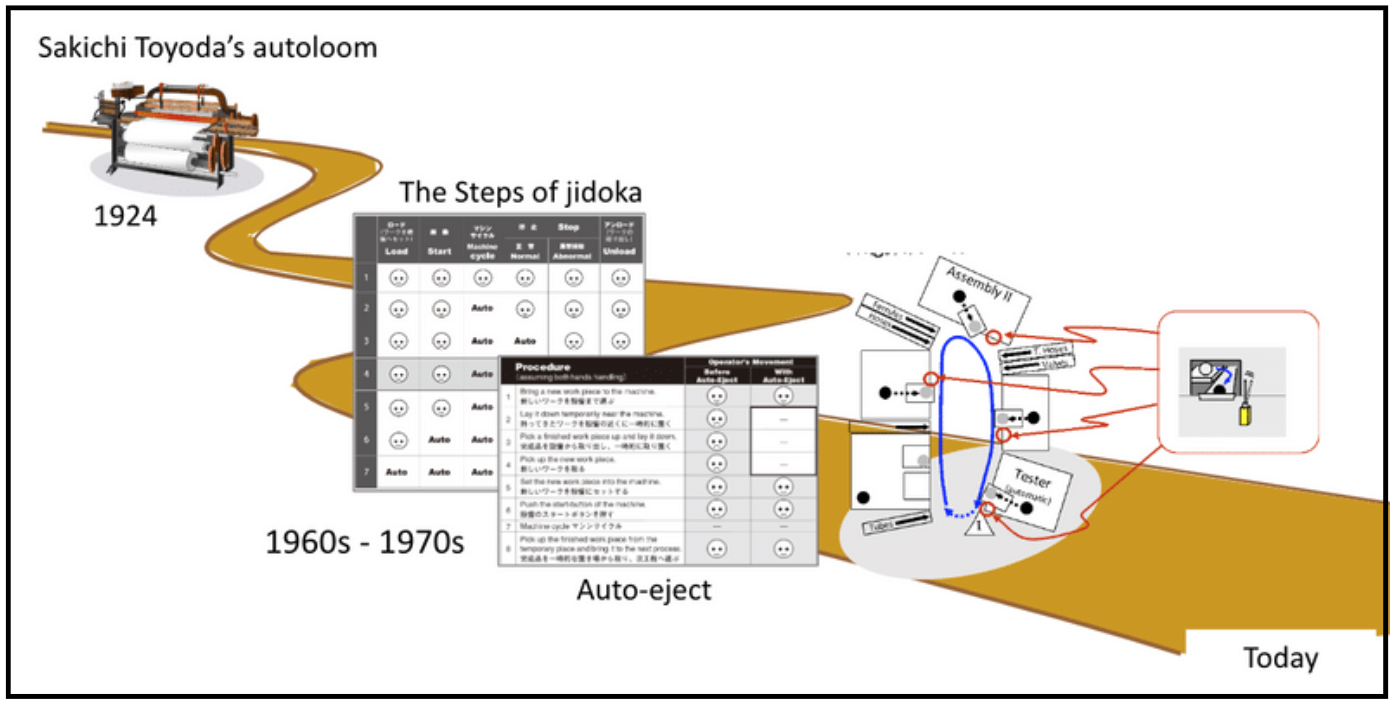
FEATURE – In the first piece of a series on Takehiko Harada’s contribution to TPS, the authors discuss the Nagara Switch and how it helps to achieve better Jidoka.